











Material
02.02.2023
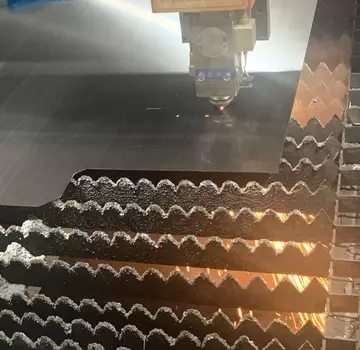
Cutting
03.02.~04.02.2023
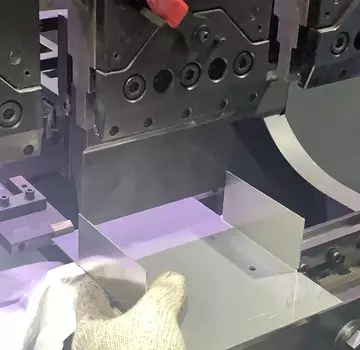
Bending
05.02~06.02.2023

Riveting
07.02~08.02.2023
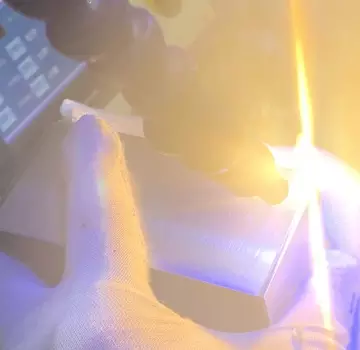
Welding
09.02.2023

Package
14.02.2023

QC
13.02.2023
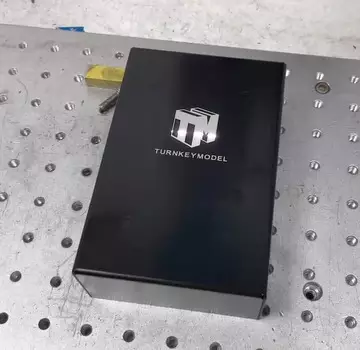
Engraving
13.02.2023

Finish
11.02~12.02.2023

Grinding
10.02.2023
 |  |  |  |  |
Aluminum | Steel | Stainless Steel | Copper | Brass |
AL1050, AL1060, AL1100, AL3003, AL5052, AL5754, AL6061, AL7075 | SPCC, SPHC, SGCC, SECC, 1008,1008 Galvanized, 1018, 1018 Galvanized, 1045, 4140, 65Mn | SUS201, SUS301, SUS303, SUS304, SUS316, SUS 430, SUS440C | C101, C110,C1100, T2 | 260, H62, CuSn6 |





Prons
1. Simple process.
Complex structures can be manufactured by simply cutting, bending and welding.
2. Easy to shape.
It can be bent into many shapes and still retain its strength and structural integrity.
3. Strength and durability.
The one-piece construction greatly guarantees the strength and durability of the sheet metal.
4. Cost-Effective
Small machining volumes, low material waste, and economical manufacturing costs compared to CNC milling.
5. Variability
Easy to cut, weld and can manufacture large and complex components.

Cons
1. Cost will be high if quantity is small
The sheet metal process is simple but complex and it requires a lot of equipment to work together, so start-up costs are high. When the quantities are small, the start-up costs borne by each part will be expensive.
2. Limited design.
Sheet metal is only suitable for thin sheet construction and cannot be completed by bending if the thickness of the board exceeds 20 mm.
3. Lower manufacturing accuracy than CNC milling.
Compared to CNC milling, sheet metal fabrication is less precise. If dimensional tolerances are less than ±0.01mm, CNC milling is required to assist in the work.
4. Deformation.
When welding is involved, the sheet metal will deform under the effect of thermal expansion and contraction. The tolerance of the weld position will not be guaranteed. The larger the weld area, the greater the distortion.
